-
1. The backer is ground to the profile using a Borazon wheel similar to the same process as grinding a HSS Knife.
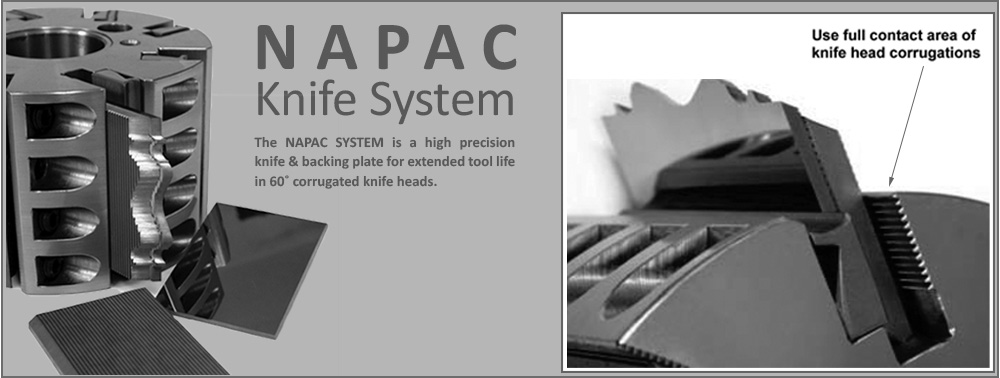
2. Locate the carbide blank in the head by aligning the grooves and following the guidelines below.
3. Grind the carbide knife using a diamond wheel.
a. It is recommended that the SFM be somewhere between 3000-5000 ft./min for optimum results. This is calculated by using the following formula.
SFM= .262 X wheel diameter X RPM.
Example: .262x5”x3000 RPM = 3001 SFMb. Use a 100 to 120-grit diamond wheel, instead of a fine grit wheel, for roughing the pattern into the knife for reduced heat generated from profiling operations. Use a coolant when grinding any carbide knives.
c. Finish grind the profile using a 220-320 grit diamond wheel. Use a grit wheel of 320 or finer for best results in cutting material that has a tendency to leave resins or residue such as glue and softwoods.
-
4. Recommended O.D. clearance is 15-20 degrees on the carbide and 20-25 degrees on the backer plate.
5. Proper balance is essential to obtain smooth cuts and accurate profiles. Balance of both the carbide blank and the backing plate recommended within 0.1 grams as a set.
In order to balance the set, it is recommended that the backing plate be ground as opposed to the carbide insert in order to bring the set into balance with the other knife sets.
It is imperative to identify the backing plate and knife as a set by marking them with a permanent marker.
6. It is possible to joint the NAPAC system. Please follow the machine manufacturers recommendations when using jointing stones.
7. Repetitive regrinds can be accomplished easily with the accuracy of the corrugations. Regrinds are made on the carbide knife only. There is no need to regrind the steel backing plate.